PA 6 vs PA 12: The Core Difference at a Glance
PA 6 (Polyamid 6, også kendt som Nylon 6) og PA 12 (Polyamid 12, også kendt som Nylon 12) er begge tekniske termoplaster fra polyamidfamilien, men de adskiller sig væsentligt i molekylær struktur, fugtabsorption, kemisk resistens, mekaniske egenskaber og forarbejdningsadfærd. Tallet i deres navne refererer til antallet af carbonatomer i monomerkæden - PA 6 er lavet af caprolactam (6 carbonatomer), mens PA 12 er afledt af laurolactam (12 carbonatomer). Denne tilsyneladende simple strukturelle forskel skaber dramatisk anderledes materialeadfærd i applikationer i den virkelige verden.
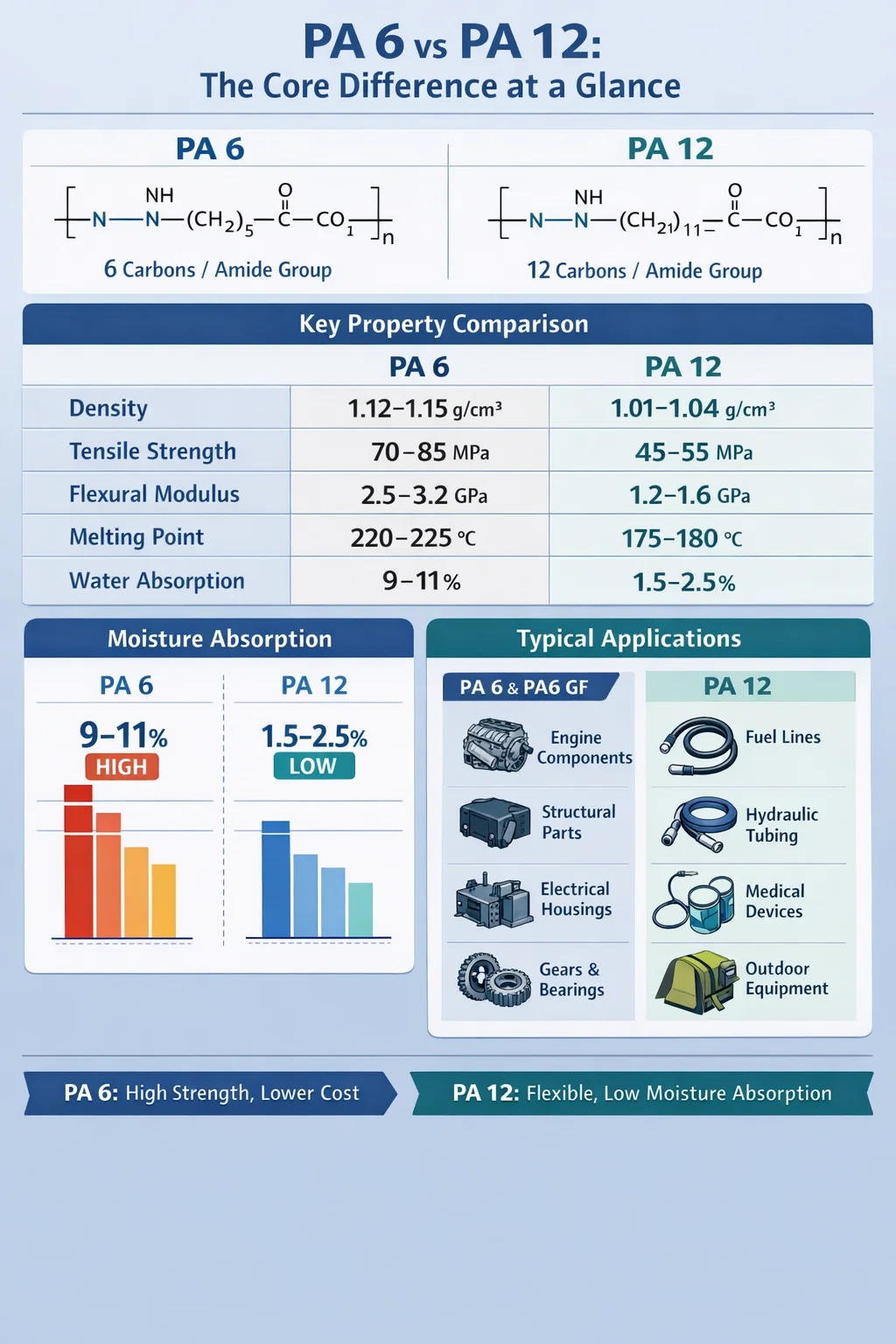
Kort sagt: PA 6 tilbyder højere stivhed, bedre mekanisk styrke og lavere omkostninger, hvilket gør den ideel til strukturelle og bærende komponenter. PA 12 udmærker sig ved dimensionsstabilitet, lav fugtabsorption og fleksibilitet, hvilket gør den til det foretrukne valg til slanger, brændstofledninger og udendørs applikationer, hvor modstandsdygtighed over for fugt er kritisk. Når glasfiberforstærkning tilsættes - danner PA6 GF materialer — Ydeevneforskellen med PA 12 i stivhed udvides endnu mere til PA 6's fordel.
Molekylær struktur og amidgruppedensitet
Den grundlæggende forskel mellem PA 6 og PA 12 ligger i, hvor hyppigt amidgrupper (-CO-NH-) optræder langs polymerskelettet. I PA 6 opstår en amidbinding for hver 6. kulstofatomer. I PA 12 strækker afstanden sig til 12 carbonatomer mellem hver amidbinding.
Amidgrupper er hydrofile - de tiltrækker og binder vandmolekyler gennem hydrogenbinding. Det betyder, at PA 6 med sin højere amidgruppetæthed absorberer væsentligt mere fugt end PA 12. PA 6 kan absorbere op til 9-11% fugt ved mætning i vand, mens PA 12 kun absorberer omkring 1,5-2,5%. Dette er ikke en mindre forskel - det påvirker direkte dimensionsstabilitet, mekanisk ydeevne og elektriske egenskaber over produktets levetid.
Den længere alifatiske kæde i PA 12 bidrager også til større kædemobilitet og lavere glasovergangstemperatur. PA 12 forbliver fleksibel selv ved temperaturer så lave som -40°C, hvorfor den er meget udbredt i brændstof- og bremseslanger til biler i koldt klima.
Sammenligning af nøgleejendomme: PA 6 vs PA 12
Tabellen nedenfor giver en side-by-side teknisk sammenligning af de vigtigste materialeegenskaber for designingeniører, der vælger mellem disse to polyamider.
| Ejendom | PA 6 | PA 12 |
|---|---|---|
| Massefylde (g/cm³) | 1.12–1.15 | 1.01-1.04 |
| Trækstyrke (MPa) | 70-85 | 45-55 |
| Bøjningsmodul (GPa) | 2,5-3,2 | 1,2-1,6 |
| Smeltepunkt (°C) | 220-225 | 175-180 |
| Vandabsorption (mætning, %) | 9-11 | 1,5-2,5 |
| Fleksibilitet ved lav temperatur | Moderat | Fremragende (til -40°C) |
| Kemisk resistens | Godt | Fremragende |
| UV-modstand | Moderat | Godt |
| Relativ materialeomkostning | Lav | Høj (2–3× PA 6) |
| Bearbejdelighed | Fremragende | Godt |
Fugtabsorption og dimensionsstabilitet
Fugtabsorption er en af de mest kritiske faktorer, der adskiller PA 6 fra PA 12 i praktisk teknik. PA 6 dele kan ændre deres dimensioner med så meget som 1,5-2,0 % i længden da de absorberer atmosfærisk fugt over tid efter støbning. Dette gør præcisionskomponenter fremstillet af uforstærket PA 6 udfordrende at bruge i snævre tolerancekonstruktioner, medmindre konditionering er indregnet i designet, eller glasfiberforstærkning bruges til at undertrykke dimensionsændringer.
PA 12 viser derimod dimensionsændringer på mindre end 0,5 % under de samme forhold. Dette gør det langt mere forudsigeligt i drift og er en af de primære grunde til, at designere vælger PA 12 til hydrauliske konnektorer, præcisionsfittings og slanger med lille boring, hvor pasform og funktion skal forblive ensartet på tværs af skiftende fugtighedsmiljøer.
Fugt påvirker også de mekaniske egenskaber. En PA 6-del testet tør-som-støbt kan vise 80 MPa trækstyrke, men efter konditionering til ligevægtsfugtindhold ved 50 % relativ fugtighed kan dette falde til omkring 55-60 MPa. Dette er en kendt afvejning, der skal tages i betragtning, når PA 6 specificeres til strukturelle anvendelser. PA 12 viser langt mindre variation - dens konditionerede mekaniske egenskaber forbliver tæt på dens tørre værdier, hvilket forenkler materialespecifikation for designere.
Glasfiberforstærket PA 6: Hvad PA6 GF-materialer bringer til bordet
Når glasfiber tilsættes PA 6, gennemgår det resulterende PA6 GF-materiale (almindeligt tilgængeligt som PA6 GF15, PA6 GF30, PA6 GF50 osv., hvor tallet angiver glasfiberindhold i vægtprocent) en dramatisk transformation i stivhed og styrke. Dette er en af de mest udbredte forstærkningsstrategier inden for ingeniørplast.
Hvordan glasfiber ændrer PA 6-ydelse
PA6 GF30 (30% glasfiberforstærket PA 6) er den mest almindeligt specificerede kvalitet. Den leverer:
- Trækstyrke af 170-190 MPa , mere end det dobbelte af uforstærket PA 6
- Bøjningsmodul på 8-10 GPa sammenlignet med 2,5-3,2 GPa for pæn PA 6
- Reduceret fugtoptagelse — selve glasfiberen absorberer ikke vand, så den effektive fugtoptagelse i kompositten er væsentligt lavere end i pæn PA 6
- Forbedret dimensionsstabilitet - vridning og krympning efter støbeform reduceres, selvom anisotropisk krympning bliver en ny overvejelse på grund af fiberorientering
- Varmeafbøjningstemperaturen stiger til ca 200-210°C (i forhold til ~185°C for pæn PA 6 ved 1,8 MPa belastning)
PA6 GF-materialer bruges i vid udstrækning i indsugningsmanifolder til biler, motordæksler, strukturelle beslag, elektriske huse og industrielle pumpekomponenter. Kombinationen af høj stivhed, god varmebestandighed og relativt lave råmaterialeomkostninger gør PA6 GF30 til en af de mest omkostningseffektive ingeniørforbindelser på markedet.
PA6 GF vs PA 12: En direkte sammenligning
Når man sammenligner PA6 GF materialer med uforstærket PA 12, bliver valget mere nuanceret. PA6 GF30 vil udkonkurrere PA 12 betydeligt på stivhed og varmebestandighed, men PA 12 vil stadig vinde på fleksibilitet, kemisk modstandsdygtighed over for brændstoffer og hydrauliske væsker, og lav temperatur sejhed. Hvis applikationen kræver en stiv konstruktionsdel, der fungerer ved forhøjede temperaturer, er PA6 GF den klare vinder. Hvis delen er en fleksibel brændstofledning eller et stik udsat for bremsevæske og vintertemperaturer på -30°C, er PA 12 fortsat det rigtige valg.
Kemisk resistens: Hvor PA 12 klarer sig bedre
PA 12 har overlegen modstandsdygtighed over for en lang række kemikalier sammenlignet med PA 6. Den lavere amidgruppedensitet gør den mere modstandsdygtig over for hydrolyse og angreb fra syrer, baser og organiske opløsningsmidler. I bilapplikationer betyder dette bedre modstand mod:
- Brændstoffer, herunder ethanolblandinger (E10, E85) og diesel
- Hydraulikvæsker og bremsevæsker (DOT 4 og DOT 5.1)
- Zinkchlorid og calciumchlorid vejsalte
- Automotive fedtstoffer og smøreolier
PA 6 fungerer tilstrækkeligt i mange af disse miljøer, men kan vise spændingsrevner, når de udsættes for zinkchlorid under mekanisk belastning - et fænomen kendt som miljøspændingsrevnedannelse (ESC). Dette har historisk set været et problem med PA 6-clips og -beslag i miljøer under motorhjelm, hvor der er vejsprøjt, der indeholder vejsalt. PA 12 er væsentligt mindre modtagelig for denne type fejl.
Til farmaceutiske og fødevarekontaktapplikationer tilbyder PA 12 også regulatoriske fordele på nogle markeder på grund af dets lavere ekstraherbare indhold og mere stabile overfladekemi over tid.
Behandlingsforskelle mellem PA 6 og PA 12
Begge materialer er termoplast, der primært behandles ved sprøjtestøbning og ekstrudering, men deres forskellige smeltepunkter og fugtfølsomhed fører til forskellige forarbejdningskrav.
Tørringskrav
På grund af sin høje fugtabsorption er PA 6 særligt følsom over for hydrolytisk nedbrydning under forarbejdning, hvis den ikke tørres ordentligt. De anbefalede tørrebetingelser for PA 6 er typisk 80°C i 4-8 timer i en affugtningstørrer for at opnå et fugtindhold under 0,2 %. Hvis PA 6 ikke tørres korrekt, resulterer det i sprøjtemærker, reduceret molekylvægt og kompromitterede mekaniske egenskaber i den støbte del. PA6 GF-materialer har samme tørrekrav.
PA 12, med sin meget lavere hygroskopicitet, kræver mindre aggressiv tørring - typisk 80°C i 2-4 timer er tilstrækkelig. Dette kan tilbyde en forarbejdningseffektivitetsfordel ved fremstilling af store mængder.
Smeltetemperatur og formtemperatur
PA 6 forarbejdes ved smeltetemperaturer på 240-280°C, mens PA 12 kører ved lavere 200-240°C. Denne lavere behandlingstemperatur for PA 12 kan i nogle tilfælde reducere energiforbruget og cyklustiden. PA 12's lavere smeltepunkt betyder dog også, at den har en lavere kontinuerlig driftstemperatur - relevant, når man specificerer dele til varme miljøer som f.eks. bilkomponenter.
Krympning og forvridning
Uarmeret PA 6 krymper isotropisk ved omkring 1,0-1,5% under støbning. PA6 GF-materialer viser anisotropisk krympning - lavere i strømningsretningen (ca. 0,2-0,5%) og højere i tværretningen (ca. 0,6-1,2%) - hvilket skal tages højde for i formdesign for at forhindre forvridning. PA 12 viser moderat svind på omkring 0,8-1,5 % og opfører sig mere forudsigeligt i tyndvæggede dele på grund af dens iboende fleksibilitet.
Termisk ydeevne og langvarig varmeældning
PA 6 har et højere smeltepunkt (220-225°C) og generelt bedre termisk ydeevne end PA 12 (175-180°C). Ved forstærkning med glasfiber kan PA6 GF-materialer fungere kontinuerligt ved temperaturer op til 130-150°C (med varmestabilisatorpakker), hvilket gør dem velegnede til anvendelser under motorhjelm.
PA 12, med dets lavere smeltepunkt, har en kontinuerlig driftstemperatur typisk på omkring 100-110°C. For applikationer, der kræver vedvarende udsættelse for motorvarme eller forhøjede omgivende temperaturer, kan dette være en diskvalificerende begrænsning, der skubber designere mod PA6 GF-materialer eller endda højere temperaturpolyamider som PA 46 eller PPA.
Varmestabiliserede kvaliteter af begge materialer er tilgængelige. PA6 GF30 HS (varmestabiliseret) kvaliteter er almindeligvis specificeret for motorkomponenter, hvor der forventes 150°C kontinuerlig eksponering, med kortvarige toppe op til 170°C tolererede. PA 12 varmestabiliserede kvaliteter udvider driften til omkring 120°C kontinuerligt - en forbedring, men stadig lavere end PA6 GF i tilsvarende applikationer.
Typiske anvendelser: Hvor hvert materiale bruges
De forskellige egenskabsprofiler for PA 6, PA6 GF materialer og PA 12 fører naturligt til forskellige applikationsdomæner. Følgende opdeling afspejler virkelige brugsmønstre på tværs af store industrier.
PA 6 og PA6 GF — Primære anvendelsesområder
- Automotive: Indsugningsmanifolder (PA6 GF30/GF50), motordæksler (PA6 GF30 HS), luftfilterhuse, sikkerhedsselekomponenter, pedalsystemer, hjulkapsler
- El og elektronik: Afbryderhuse, forbindelsesblokke, koblingskomponenter, kabelbindere, motorhuse
- Industrielle maskiner: Gear, lejer, bøsninger, transportbåndskomponenter, pumpehuse
- Forbrugsvarer: Elværktøjshuse, cykelkomponenter, bagagerammer, sportsartikler
- Tekstil: Garn, strømper, beklædningsstoffer (uforstærket PA 6 fiber)
PA 12 — Primære anvendelsesområder
- Bilrør: Brændstofledninger, bremseledninger, hydrauliske ledninger, dampstyringsrør, luftbremseledninger til lastbiler
- Industriel væskehåndtering: Pneumatisk slange, kemikalieoverførselsledninger, trykluftdistribution
- Medicinsk udstyr: Kateterkomponenter, kirurgiske instrumenthåndtag, huse til lægemiddelafgivelsesanordninger
- 3D-print (SLS): PA 12-pulver er det dominerende materiale til selektiv lasersintring på grund af dets konsekvente smelteadfærd og efterbehandlingsfleksibilitet
- Offshore og undersøisk: Fleksible rør, kabelkappe, navlestrengskomponenter til olie- og gasinfrastruktur
- Fodtøj: Skistøvlekomponenter, sportsskodele, der kræver fleksibilitet ved minusgrader
Omkostningsovervejelser: PA 6 vs PA 12 økonomisk virkelighed
Omkostningerne er ofte en afgørende faktor ved materialevalg, og her har PA 6 en væsentlig fordel. PA 12 koster typisk 2-3 gange mere pr. kg end PA 6 , og denne præmie udvides yderligere, når man sammenligner PA6 GF30 med PA 12. Prisforskellen afspejler råvareøkonomi — laurolactam (PA 12-monomeren) er et mere komplekst og mindre udbredt kemikalie end caprolactam (PA 6-monomeren), som fremstilles i meget stor skala globalt.
For store forbrugerprodukter eller strukturelle bilkomponenter, hvor designet kan rumme PA 6 eller PA6 GF materialer, er omkostningsbesparelserne betydelige. En stor automotive OEM, der producerer 500.000 indsugningsmanifolder om året ved hjælp af PA6 GF30 i stedet for en PA 12-ækvivalent (hvis en eksisterede med tilstrækkelig stivhed), ville se råmaterialebesparelser løbe op i millioner af dollars årligt.
PA 12's omkostninger er kun berettiget, når dens specifikke egenskaber - fugtbestandighed, kemisk modstandsdygtighed, fleksibilitet, lav temperatur ydeevne - virkelig kræves af applikationen. Overspecificering af PA 12, hvor PA 6 eller PA6 GF materialer ville være tilstrækkelige, er en almindelig, men unødvendig omkostning i mindre erfarne designprogrammer.
PA 6, PA6 GF og PA 12 i Additive Manufacturing
I forbindelse med additiv fremstilling, især selektiv lasersintring (SLS), dominerer PA 12 markedet for pulverbedfusion. Dets lavere smeltepunkt, smalle smelteområde og gunstige genstørkningsadfærd gør det nemmere at behandle i SLS-systemer uden overdreven nedbrydning af ubrugt pulver mellem builds. Det mest udbredte kommercielle SLS-pulver globalt - EOS PA 2200 - er en PA 12-kvalitet.
PA 6 og PA6 GF materialer er med succes blevet tilpasset til SLS, hvor flere leverandører nu tilbyder PA6-baserede pulverblandinger forstærket med glasperler eller kulfiber for højere stivhed. PA 6's højere smeltepunkt og smallere procesvindue gør den dog mere krævende i SLS-systemer, og den har ikke opnået samme markedsadoption som PA 12 i denne proces.
Til FDM (fused deposition modeling) er PA 6-filamenter tilgængelige, men kræver højtemperatur-ekstrudere (over 240°C dyse) og indkapslinger på grund af materialets tilbøjelighed til at absorbere fugt og vridning. PA 12 klarer sig bedre i frilufts-FDM-miljøer på grund af dens lavere fugtabsorption og bedre lagvedhæftning ved lavere forarbejdningstemperaturer.
Bæredygtighed og genanvendelighed
Både PA 6 og PA 12 er termoplast og er teoretisk genanvendelige ved omsmeltning, selvom deres mekaniske egenskaber forringes med hver forarbejdningscyklus på grund af kædespaltning og molekylvægtsreduktion. I praksis er postindustrielt genbrugsindhold (PIR) mere almindeligt anvendt i ikke-kritiske applikationer som kabelbindere, rør og sprøjtestøbte huse.
PA 6 har en væsentlig fordel ved kemisk genanvendelse. Caprolactam (PA 6-monomeren) kan genvindes fra PA 6-affald gennem depolymerisering og genbruges i ny polymerproduktion. Virksomheder som DSM (nu Envalior) og Lanxess har udviklet kommercielle processer til dette. PA 12 kemisk genanvendelse er mindre udviklet og kommercielt mindre moden.
Med hensyn til CO2-fodaftryk har PA 12 en højere miljøbelastning pr. kilogram på grund af den mere komplekse syntesevej for dens monomer. Men fordi PA 12-dele kan holde længere i aggressive miljøer uden den nedbrydning, som fugt og kemikalier forårsager i PA 6, favoriserer livscyklusanalyse nogle gange PA 12 i applikationer, hvor det eliminerer for tidlige fejl og udskiftninger.
Der findes biobaserede versioner af begge materialer. Biobaseret PA 6 (ved brug af bio-afledt caprolactam fra vedvarende råmaterialer som ricinusolie) og bio-baseret PA 12 (laurolactam afledt af ricinusolie har været kommercielt tilgængeligt i årtier, som produceret af Evonik under Vestamid-mærket) er begge tilgængelige for designere, der søger at reducere afhængigheden af fossilt brændstof.
Sådan vælger du mellem PA 6, PA6 GF og PA 12
Beslutningen mellem disse materialer bør være drevet af en systematisk evaluering af ansøgningskravene. Følgende vejledning giver en startramme:
| Designkrav | Anbefalet materiale |
|---|---|
| Maksimal stivhed og styrke til laveste omkostninger | PA6 GF30 eller PA6 GF50 |
| Fleksibel slange eller slange i kontakt med brændstof eller hydraulisk væske | PA 12 |
| Strukturelt beslag, hus eller underhjelmkomponent op til 150°C | PA6 GF30 HS eller PA6 GF50 HS |
| Udendørs del med UV- og fugtpåvirkning, ingen høj belastning | PA 12 (eller PA6 med UV-stabilisator) |
| Præcisionskomponent, der kræver snæver dimensionel tolerance | PA 12 eller PA6 GF (anisotropi overvejet) |
| SLS 3D-printapplikation | PA 12 pulver |
| Gear eller leje med lavt friktionskrav | PA 6 (smurt kvalitet eller MoS₂ fyldt) |
| Del, der fungerer ved -30°C eller derunder, der kræver fleksibilitet | PA 12 |
Når beslutningen stadig er uklar efter denne indledende screening, er det værd at anmode om materialetestprøver fra leverandører og udføre applikationsspecifik test, herunder konditionering til forventet servicefugtindhold før måling af mekaniske egenskaber. Test af tør-som-støbt PA 6 mod konditioneret PA 12 skævvrider sammenligningen i en urealistisk retning — sammenlign altid materialer under tilsvarende konditioneringstilstande, der er repræsentative for faktiske serviceforhold.